The Arc Welding Robot Solution (TAWERS)
This advanced robot controller with integrated welding power source and range of rigid high speed arms from Panasonic, fuses control of the robot motion, welder waveform and servo wire feeder to adjust and correct for dynamic changes in the welding process.
TAWERS is the first robot with Embedded Arc Control (EAC) technology, soaring beyond conventional digital communication systems, delivering the first generation of fully software-controlled robotic welding solutions with Synchronization between welding waveform and robot motion
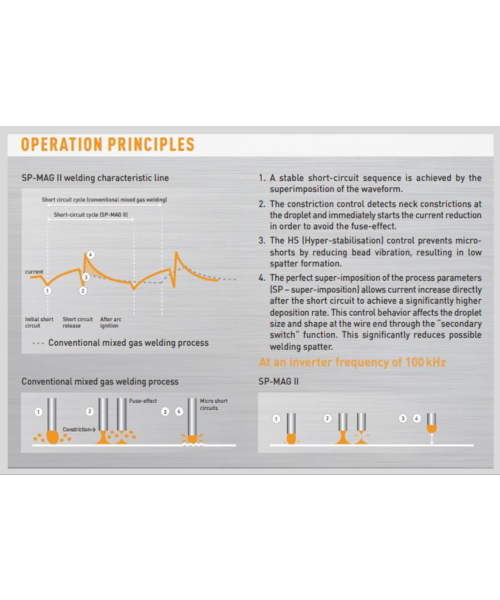
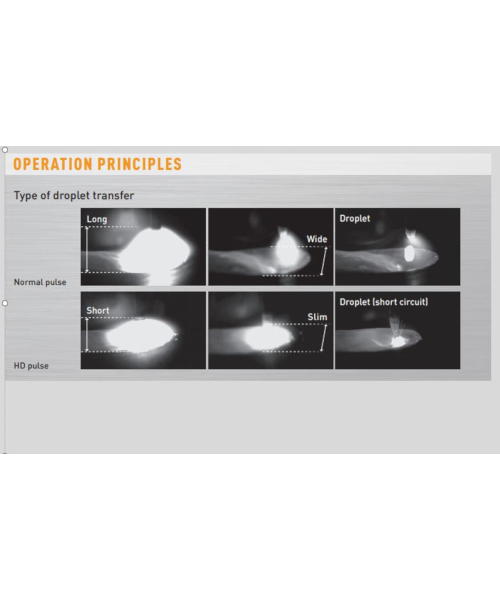
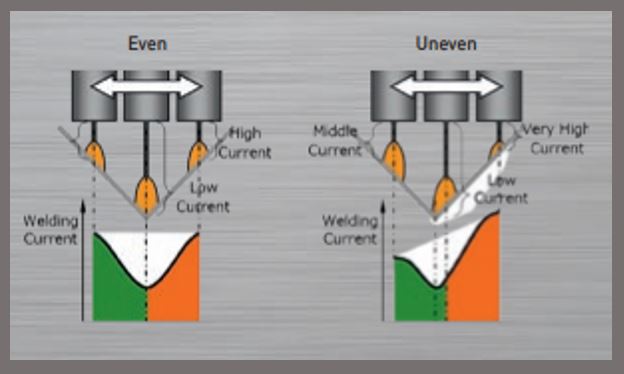
A combination of constant voltage and pulse welding technologies in the SP-MAG welding process leads to significantly reduced spatter levels, low heat input, low susceptibility to arc blow, wide process windows and excellent thin material and gap handling capabilities.
7 Robot Arms with reaches of 841 to 2011mm

What this means for YOU
High Quality Welds | Faster cycle times | Cleaner Welds | Reduced levels of spatter | Less distortion
Features
Programming Aids



Welding Processes

Additional Software / Hardware
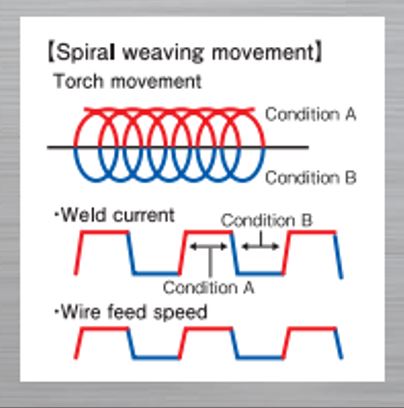
Tawers Spiral Weave Function
Welding in helical movements together with synchronised welding parameteres and wire feed speed produces an ideal welding result for aluminium MIG welding. Included in this option are the TAWERS aluminium MIG function and the TAWERS synchronous weave low-pulse function. These spiral weave functions are used for perfect aluminium welding of varying plate thicknesses, e.g. 2mm plate to 6mm plate.

Cooperative Multi-robot Control Master/Slave Function
Enables communication between multiple robots. Harmonic movement: Panasonic offers software solutions that allow for harmonious movement between the external axis and robot or multiple robots. The software ensures that the relative speeds and the relative speed of the path are sychronised with each other.
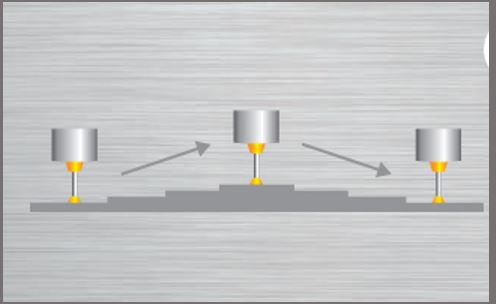
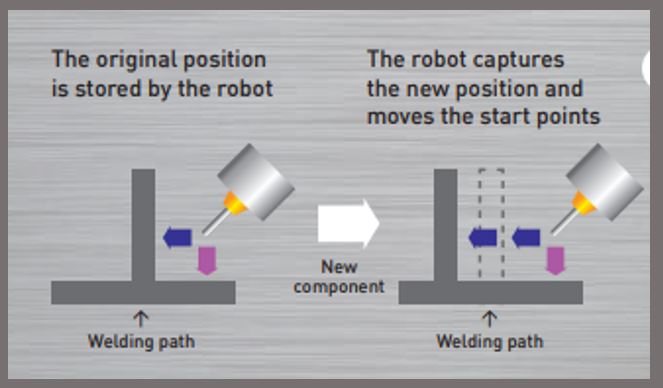
Automatic Distance Control Auto Extension
(available for MIG/MAG & TIG)
Simplified programming for uneven-shaped workpieces and adaptive control for heat distortion compensation. The robot detects changes in the distance between the contact tip/tungsten electrode and the workpiece and automatically compensates for this.
Welding Data Management
The welding date management software includes 3 main functions:
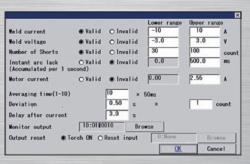
Welding data monitoring
(extended)
Monitoring the compliance within set limit values and outputting signals when the limit value is exceeded. In contrast to the standard system, up to 50 different 'welding parameters' can be set with two different signal outputs (error / alarm).
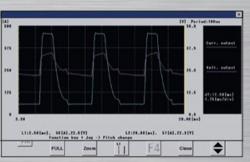
Welding data recording
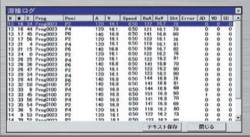
Recording the welding parameters in milli- or microseconds of a weld. The recorded data can be exported and checked by means of suitable software [e.g. EXCEL). Then the current / voltage history settings are visible.
Welding data storage
(log function)
Recording the set and actual welding parameters as average values for each welding section (weld seam) in synchronisation with the welding program.